

作为一家立足于自主创新的工业锅炉生产企业,30余年中正锅炉始终坚持技术创新,并与西安交通大学、上海交通大学以及北京之光锅炉研究所等高校和科研院所建立了密切的校企合作关系,构建了一套完整的研发体系,通化20吨燃油锅炉型号大全。
通化20吨燃油锅炉型号大全,角管式燃气锅炉是利用一个管路系统作为整台锅炉的骨架,由其自身承受锅炉的全部负荷,所以也成为无构架锅炉,同时这个骨架又兼做锅炉的下降管和上下集箱之用。该锅炉锅筒为外置式,炉膛为全封闭的膜式壁结构,对流受热面采用旗管结构,角管式锅炉具有结构紧凑、钢耗低、升温快等优点,因而得到较普遍的应用。该锅炉为散装结构。
循环流化床锅炉一般足由燃烧、风烟、汽水等系统组成。燃烧系统由煤、石灰石加入到炉膛燃烧室层中床层底料在一次风的作用下丌始流化、破碎、燃烧被烟风带出燃烧室的粉尘被分离器分离捕捉由返料设备再返回到燃烧室中形成了狄循环流化过程风烟系统一次风从炉膛床层底部吹入推动床料流化并且形成还原燃烧气氛在一定高度办次风二次风促使燃料的充分燃烧高压风使返料返回燃烧室形成循环回路汽水系统给水经过省煤器、汽包、水冷壁、过热器向外提供合格的蒸汽。从其工艺过程可知循环流化床锅炉是一个多输入多输出的变量之间耦合的、时变动态的控制对象因此其控制系统的设计难度非常大。而控制系统在整个锅炉系统又占据着中枢地位它直接控制锅炉系统运行一旦控制系统出现故障将直接应影响锅炉的常运行如果处理不当甚至会引起恶性事故,为了获得能够满足工艺要求的控制系统确证锅炉系统安全平稳运行必须把好设计第一关。

对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm。
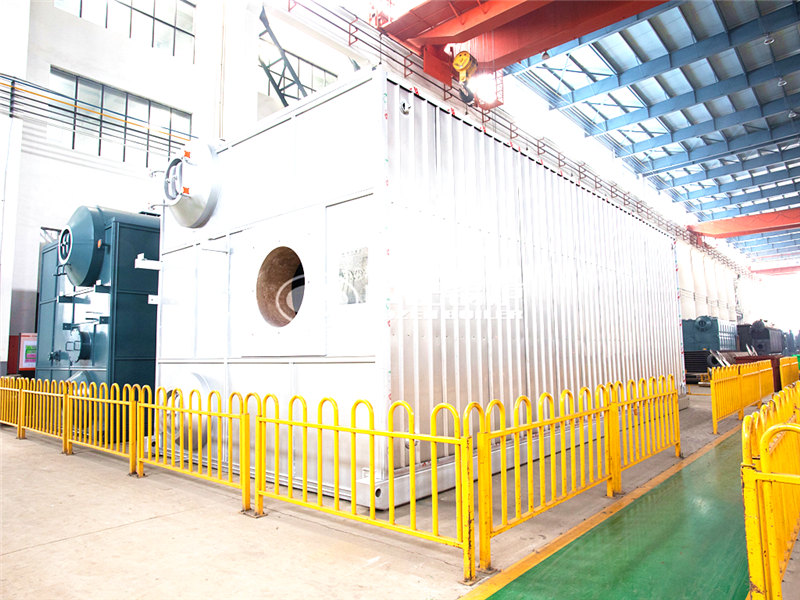
锅炉主要工作参数锅炉型号YG150/3.82—M1制造厂家济南锅炉集团有限公司额定蒸汽温度450℃额定蒸汽压力表压3.82Mpa额定蒸发量150t/h最大连续蒸发量B—MCR)160t/h给水温度150℃锅炉排烟温度150℃锅炉计算热效率90.16%锅炉保证热效率89.56%燃料消耗量21.4t/h石灰石消耗量1.5t/h空气预热器进风温度25℃一次热风温度150℃二次热风温度150℃一、二次风量比50,540排污率≤2%循环倍率2530锅炉飞灰份额70%脱硫效率钙硫摩尔比为2.3时)≥90,通化20吨燃油锅炉型号大全。
锅炉灭火灭火时的现象床温下降的很低且燃烧室负压显著增大水位瞬间下降而后上升蒸汽流量减小蒸汽压力和温度下降。灭火的原因锅炉负荷过低操作调整不当给煤机断煤运行操作不当造成大量返料涌入炉膛。煤质突然变劣挥发份或发热量过低排渣时出现操作失误造成渣放净或渣位过低炉管严重爆破造成大量水涌入炉内。灭火的处理根据床温情况适当调整煤量若因给煤中断造成灭火可增加给煤量若不是断煤应停止给煤待查清原因后重新启动。灭火后保持汽包水位略低于正常水位根据汽温情况关小减温器或解列开过热器疏水门如短时间不能消除故障则按正常停炉处理。锅炉承压部件爆管及损坏在锅炉事故受热面爆管事故最为常见。受热面爆管时高温高压的汽水喷出不但要停炉限电而且容易造成人生伤亡。因而防止受热面爆管事故对保持锅炉安全经济运行尤为重要。
每一位中正人都深知锅炉品质的重要性,从每一块钢板,每一根管子,每一条焊缝入手,从源头把控锅炉产品质量,力争将锅炉品质做到极致,只有不断提升质量才能立足长远,谋求中正锅炉的可持续发展。
 |
TELEPHONE 18861589027 |
 |
公司地址:江苏省 无锡市 宜兴周铁镇新达路76号 |
 |
邮箱:zhangqiang@zozen.com |
 |
手机:18861589027 |

