

中正历经多年的快速发展,积极推进创新技术、质量管理、规范服务的运营模式,并在行业内率先建立了计算中心和局域网络,全面实行计算机信息化管理。

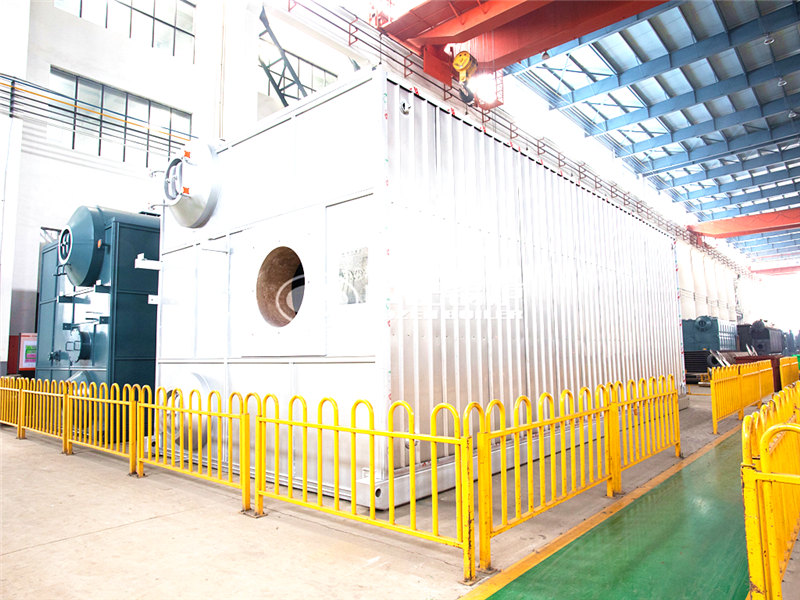
中正SZS系列燃油/燃气蒸汽锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器和冷凝器,最后进入烟道排入大气,大庆6T燃油锅炉型号大全。
锅炉受热面管子的焊接方法、焊材选用及探伤比例序号名称规格材质焊接方式焊接材料焊口总数探伤比例1前后水冷壁管φ51×320WSH08Mn2si9625%2两侧水冷壁φ60×320WSH08Mn2si12025%3过热器低温段φ38×520WSH08Mn2si5825%4过热器高温高温高温高温高温省煤器管连接管φ60×320WSH08Mn2si1225%7连接管φ83×420WSH08Mn2si825%8下降管φ76×420WSH08Mn2si4210%9对流管φ51×320WSH08Mn2si2425%焊接材料的烘干与使用焊接材料的采购必须有始材质合格证采购回来的焊接料首先存放在一级库保管材质合格证交质检科存档焊丝H08Mn2Si经化学成份分析检查是否符合材质合格证焊条按不同类型型号或牌号分别在不同位置上存放存放位置应在离地面、墙壁大于0.3m以上的货架上堆集高度不得超过8层焊条箱存放处应通风干燥施工工地所用的焊条由专职的焊条烘干员统一领取存放在二级库焊条烘干室焊条烘干员严格按照岗位责任制对焊条领取、烘干、发放、焊条烘干必须严格按照规定温度。班组领用要有组织有计划焊条烘干员应做详细记录。锅炉受热面受压元件对接接头的质量应从以下几个方面进行检查和试验A外观检查焊工自检100%专检10%,大庆6T燃油锅炉型号大全。
解体的准备工作资料阅读说明书了解开关的结构环境作业场所应打扫干净气候雨雪潮湿天气不得作业工具材料油盘、油桶、漏斗、油抽子、绝缘强度试验合格的变压器油、软泡沫塑料及拆卸调整专用工具等。解体清洗步骤按次序拆卸顶罩及定触头、隔弧片、导电杆及传动机构、缓冲活塞及放油塞等并依次按原配方位放在油盘中用泡沫塑料沾变压器逐步清洗并冲洗油箱。清洗时注意保护原来的次序和方位。不得用棉丝或棉布清洗少油开关。检查各部件应清洁无油泥杂物消弧筒及隔弧片完整、装配正确导电杆无明显的弯曲导电杆、定触头及导电滚轮的合金及镀银层完整定触头弹力均匀导电杆和定触良好传动拐臂、连杆动作灵活无卡涩垫圈、开口销齐全开口销开口处无裂纹油封及密封件完整无损油缓冲器的油孔和活塞配合适宜。缓冲作用良好。检查后按解体相反的次序逐件按原方位装复但顶罩与定触头暂不装上。导电杆行程和超行程的测量
空气预热器锅炉采用管式水平布置空气预热器。空气预热器为两级三流程布置空气分别由一次风机和二次风机从上下两个入口空气预热器上面入口为二次风空气预热器下面入口为一次风空气预热器两级空气预热器除末级外均用Ф51×2的焊接钢管制成。烟气在管内自上而下流动空气在管外横向冲刷二次风经过三个行程后进入二次风管一次风经三个行程进入一次风管。一、二次风预热温度分别达到150℃。空预器设置安装露点测量装置的预留位置。空预器每级漏风系数保证第一年运行不超过0.03长期运行不超过0.05。空预器下部烟风接口距地面有足够的净空供烟风道及除灰设备的布置。
过热器管损坏过热器管损坏的现象蒸汽流量不正常的小于给水流量严重时锅炉汽压下降。炉膛负压不正常地减小或变正压由不严密处向外喷汽和冒烟过热器后的烟汽温度降低或两过热器管损坏的原因化学监督不严汽包内汽水分离器结构不良或存在缺陷致使蒸汽品质不好在过热器内结垢检修时又未彻底清除引起管壁温度升高。燃烧不正常致使过热器处的烟温超高。由于运行工况或煤种改变引起蒸汽温度升高而未及时调整处理。在点火升压过程中过热器通汽量不足而引起过热。过热器结构布置不合理受热面过大蒸汽分布不均匀蒸汽流速过低引起管壁温度过高,大庆6T燃油锅炉型号大全。
中正锅炉总经理张国平表示:“中正锅炉非常看重与鲁花集团的合作,作为其锅炉供应商,既是荣耀,更是使命!我们要始终秉持着贵于品质,恒于服务的企业宗旨,以客户利益为先,坚持技术创新,用实力打动用户,用诚信赢得人心!”
 |
TELEPHONE 18861589027 |
 |
公司地址:江苏省 无锡市 宜兴周铁镇新达路76号 |
 |
邮箱:zhangqiang@zozen.com |
 |
手机:18861589027 |

